电 话:15365655833
传 真:0515-89967555
邮 箱:842561364@qq.com
地 址:江苏省盐城市盐都区鞍湖振兴路廉政法治文化广场西北280米
网 址:www.ycyukai.com
工业真空清洗炉工质对铸铝加热器的热阻也有影响。首先应使工质在饱和蒸汽压一温度曲线陡度大的区域工作,这样在一一定的蒸汽压降下,蒸汽温差就小,使铸铝加热器的轴向热阻减小。工质对铸铝加热器径向热阻的影响可分几种情况来讨论。对高温液态金属工质铸铝加热器,因工质与金属管芯的导热系数为同一量级,所以充满工质的管芯的当量导热系数与金属导热系数的量级相当,可见工质对径向热阻有一定影响,但不很大,且其径向导热热阻都较低。对中、低温铸铝加热器,很多实验数据表明,由于工质本身的导热系数较低,温差主要取决于管芯结构以及液体是否发生了沸腾。当然,对同一种管芯结构。液体导热系数大的相应的热阻要小一些,但是两者并不存在线性关系。在铸铝加热器内,工质液体是否发生沸腾对热阻的影响颇大。-般来讲,当热流密度较高时,燕发段管芯内的液体才会发生沸腾。对不同的管芯,沸腾产生的影响是不一样的。对轴向槽道管芯,因沸腾产生的汽泡很容易逃逸到蒸汽空间去,因此沸腾不会影响管芯内液体流动,反而强化了换热但是对轴向槽道上加网的管芯或环形流道管芯,在掖体通道内因沸腾产生的燕汽,因为在细孔网上有液膜的阻碍,不容易逃逸出去,从而变大了液体流动的阻力,甚至引起蒸发段的局部干捆。真空清洗炉设备这些都会使铸铝加热器性能发生无法预计的降低。因此对此类管芯,要选择不易发生沸腾的工质。

黑龙江真空清洗炉除了在衣架和固定装置上连续增厚涂料外,衣架的物理特性不会改变。铸铁和铝制零件的表面未与油漆或粉末涂料完全分开,从而损坏了钢。真空泵清洗炉消除了湿帘喷涂柜的滤网和离心式叶轮对漆膜的粘附。去除并去除电缆,电缆,变压器,电动机,包装和印刷滚筒上的绕组和有机化合物的粘附。去除柴油机,传动轴,壳体,活塞环和其他零件上的有机化合物,例如植物油和油脂。1.炉内:确保锅炉燃料燃烧,并确保烟气和温度的出口值冷却至安全对流加热面的标准值,以确保安全生产。2.省煤器:利用加热炉末端烟气产生的热量加热给水和排水,并对炉子进行真空清洁以降低排烟系统的温度,并节省天然材料。3.锅炉管:将加热炉的受热面与水冷壁,下降管等连接起来,形成水循环系统的控制回路。桶中存储碳酸饮料,可将其集成到负载转换中。内部装有碳酸饮料分离设备,以确保碳酸饮料的质量。直流加热炉中没有鼓。4.水冷壁:加热炉关键辐射源的加热面,吸收并吸收炉内的热辐射,加热工作介质,并保持炉壁。5,燃烧设备:要求将气体送入炉内进行点火和点火,点火稳定,点火性好。6.空气预热器:加热天然气以增强燃烧和点火能力;消化吸收废热,降低排气系统温度,提高加热炉效率。7,炉墙:是加热炉的维修柜,具有密封和隔热的功能。小型锅炉的超重型炉壁还可以用作支撑板加热炉组件。真空清洗炉设备结构:支撑板和固定式加热炉组件。

工业真空清洗炉“过热报警表”用于测量铸铝加热器的内部温度,范围为0〜800℃。表盘上的“ Pu”是实际测量值,“ Su”是设置的警报值。在设置警报值的过程中,如果不按“ sel”按钮,则等待10秒钟后它将自动恢复,然后可以从头开始进行设置。真空清洗炉设备如果在正常运行期间由于过热警报而关闭铸铝加热器,则要清除障碍物并且温度下降至正常值,然后按“内部温度警报”按钮进行重置,然后启动铸铝再次加热器。

工业真空清洗炉来给大家介绍下立式真空清洗炉:一、真空清洗炉开炉前,保证水、电、气在作业状况。电压在380V,不得有百分之10的偏差。气压在0.6Mpa,水压到达低值(0.5MPa)。到达上述需求后才能够通电,进行操作。二、放料前,查看设备加热室,加热室洁净,不得有杂物、尘埃、油污、水等。在查看所放得商品,相同干燥清洗,无水渍、油污等在放料前需清洗洁净。三、装料后,把旋钮打到“门关”方位。然后,发动“机械泵”和“粗抽阀”。对真空机组和炉膛抽气,一同翻开真空炉电源(一般状况真空计电源随总电源一同发动)。四、当真空度高于1000Pa时,真空计监测点“J2”点亮。这个时分,能够敞开“罗茨泵”。如条件不到,“罗茨泵”不会敞开,点击按钮无反响。真空清洗炉设备当真空度高于7Pa时,真空计监测点“J1”点亮。

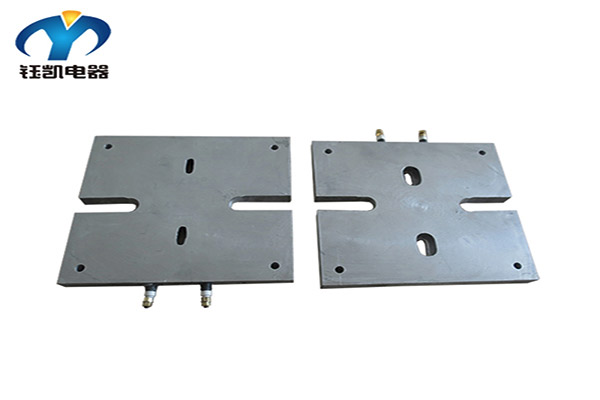
工业真空清洗炉跟铸铝电加热管是两个不同的元件,一个是管状的发热元件,一个是板状的发热元件,他们都是将电能转化为热能的装置。铸铝电加热器的表面要拥有足够的硬度和耐磨性,所以塑料膜的硬度通常在50-60HRC以下,经过热处理之后,加热板表面的硬度应该足够的强了。在加工铸铝电加热板的过程中,要时刻注意模型的精度和尺寸,只有这样才能保证制造出来的铸铝电加热器是否能使用以及使用的年限是多久。 在加工加热板的过程中,除了EMD加工之外,还需要进行相应的切削加工和钳工加工的配合。要减少加热板表面的粗糙,就要提高切削水平,避免重复加工或是二次加工。 在制造铸铝电加热板的时候,要要求腔表面的粗糙值较小,要对腔内进行抛光,这样才能减少表面的粗糙值。真空清洗炉设备的杂质要少,没有纤维方向性,表面也没有麻点或是皮状缺陷。

工业真空清洗炉使用前请检查电压、水压、气压是否正常。电柜的电压偏低或偏高会影响电器的使用寿命;水压偏低,蜂鸣器会响,整个控制系统停止运行;气压偏低上炉盖会打不开。2、打开炉盖后,取出吊篮,放入清洗的组件,最后放进炉内,整个过程应注意安全,真空清洗炉同时注意不要碰到上面的密封垫和炉膛内的电热管。3、首先手动启动真空泵,检查真空度和水流量。真空度在0.5—0.6即可;水的流量,供泵的水流量在80即可,供喷淋的水流量在120即可。如果正常停止真空泵。4、依次打开“仪表开关”、“加热开关”、把真空泵打到自动位置,整个清洗程序自动开始。5、整个清洗程序分成二个阶段:一阶段是融解阶段,温度设定为360°(可调),加热时间为1小时,保温时间为2小时40分钟。第二阶段为裂解阶段,温度设定为500°,加热时间为1小时,保温时间为3小时20分钟,整个清洗程序为8个小时。真空泵在炉内温度达到375°(可调)时,自动打开。清洗结束后,真空泵自动停止。6、在一阶段结束前,即3小时40分钟前,将回收桶中的废料拉出倒掉,如果工件比较脏,途中应多倒几次。真空清洗炉包括真空清洗炉体、炉盖及所带的废料收集系统、真空系统、密封系统、由微机控制工作的电加热系统、水冷却系统和清洗物装卸系统。真空清洗炉设备具有对环境污染小,清洗喷丝板板面干净,丝孔流畅,并可以延长喷丝板的使用寿命以及工作时间短、节能、操作简便、清洗效果好、自动化程度高等优点。

153-6565-5833
传真:0515-88406978 邮箱:842561364@qq.com
江苏省盐城市盐都区鞍湖振兴路廉政法治文化广场西北280米

微信公众号
手机网站

业务经理微信